





Amulite Avtomatik AAC Blok İstehsal Xətti






Qısa Təsvir:
Məhsul təfərrüatı
Məhsul Teqləri

AAC Bloku nədir?
AAC Blokunun Konsepsiyası: AAC Bloku Silisli Materiallara (Qum, Uçucu Kül, Silisium Tərkibli Materiallar və s.) və Əsas Xammal kimi Əhəngli Materiallara (Əhəng, Sement) əsaslanır, Hava Tutma Agentləri (Alüminium Tozu) ilə qarışdırılır. ,Prosesdən Sonra Xammalın yığılması, məhlulun qarışdırılması, tökülməsi, qabaqcadan bərkitmə, kəsmə, avtoklav, kürləmə prosesi və AAC blokları ilə bitmiş məhsullar istehsal etmək üçün paket; Tərkibində çoxlu sayda vahid və kiçik məsamələr olduğu üçün qazlı beton adlanır. Havalandırılır.
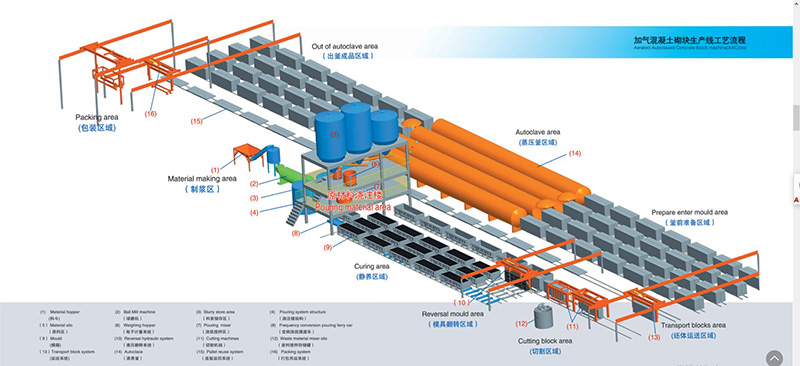
 AAC Blok Məhsullarının İstehsal Prosesi Nədir?
AAC Blok Məhsullarının İstehsal Prosesi Nədir?
1) :Bütün xammalların ölçülməsi və qarışıq məhlul;
2) :Tökmə sisteminə daxil olan məhlul,qarışdırıldıqdan sonra qəlib qutusuna tökülür;
3) :Qəf qutusunun daxilində(Panel möhkəmləndirilməsi),Müəyyən Temperaturdan Sonra və Əvvəlcədən Qurutma Müddətindən Sonra;
4) :Yaş Panel Müəyyən Sərtliyə çatdıqdan sonra Kalıp Qutusu və Panellər Dövriyyə Kranı ilə Kəsmə Maşına qaldırılacaq və Dövriyyə Kranı Aşağıdakı Funksiyanı Tamamlayır:
5) : A :Qəlib qutusunu havada 90 dərəcə çevirməkdir,(Qalıb qutusunun bir tərəfi avtoklav prosesi bitənə qədər yaş panel gövdəsi üçün dəstək arabası lövhəsi olur),
6) :B :Qalıbı tamamilə açmaq üçün arabaya və ya kəsici dayaq çərçivəsinə qaldırılmalıdır;C:Qalıbın sökülən çərçivəsi və geri dönən avtoklavın yan lövhəsi təmizləndikdən sonra qəlib qutusu əmələ gətirmək üçün yenidən birləşdirilir, yağ püskürür və yenidən. tökmək;
7) :Və Yaş Panel Gövdəsi Kəsmə Maşında Altı Addımda Kəsilir: 1: Əvvəlcə Panel Gövdəsinin Hər İki Tərəfini Şaquli Kəsirlər;2: Sonra Uzunlamasına və Üfüqi Kəsirlər;
8) : Nəhayət Üfüqi və ya Bıçaqla Kəsmə;
9) :Kəsilmiş Panel Gövdəsi Yarımfabrikat Kranından Alt Plitə ilə Birlikdə Avtoklav Arabasına qaldırılır;
10) :Sonra Yüksək Temperatur və Yüksək Təzyiqlə Müalicə üçün Avtoklavda Qruplaşdırılır;
11) :Quyu avtoklavda qurudulduqdan sonra araba çıxarılacaq və avtoklavdan ayrılacaq;
12) :Hazır məhsullar hazır məhsul hostinq kranı ilə yığılır və ya yük maşınına yüklənir, yaxşı qablaşdırılır;
13) : Avtoklavla müalicə olunan yan lövhə qaytarılır;
Əsas Xammallar haqqında Giriş
AAC Blokunun İstehsalı Xammalla Zəngindir, Xüsusilə Uçucu Külün Xammal Kimi İstifadəsi Nəinki Sənaye Tullantılarının Qalıqlarından Kompleks İstifadə Edə, Ətraf Mühitin Çirklənməsini Müalicə edə bilər, Həm də Əkin sahələrinə Zərər Vermir, Həm də Yaxşı Sosial və İqtisadi Faydalar Yarada bilər. Ənənəvi Bərk Gil Bricks üçün Yaxşı Əvəzedicidir. Yaxşı Perspektivli Divar Məhsulları Hökumət, Əmlak Şirkəti, Tikinti Qrupu tərəfindən Alqışlandı və Hökumət Vergi Siyasəti, Ətraf Mühitin Mühafizəsi Siyasətinə Dəstək Eddi, Biz Geniş Bazarın İnkişafı Perspektivlərini Görə bilərik;
1. Uçucu Kül/Kvars Qumu
Uçucu Kül/Kvars Qumu AAC Blok Məhsulunun Əsas Xammalıdır, Qazlı Betonun Silikon və Alüminium Komponentlərinin Əsas Mənbəyidir;
2. Sement
Sement AAC Blokunun Möhkəmliyinin Əsas Mənbəyidir, AAC Blokunun Əsas Əhəngli Materiallarını Təmin edir, AAC Blokunun İstehsalı üçün Uyğun Sement əsasən Sementin Növü və Markasına Görə Seçilməlidir; İstehsalda, 52.5 dərəcəli Adi Portland Əvvəlcə Sement Seçilməlidir.Ümumiyyətlə,İstehsal Xərclərini Azaltmaq üçün 42,5 dərəcəli Adi Portland Sementindən də İstifadə Edilə bilər;
3. Əhəng
Əhəng həm də AAC bloklarının istehsalı üçün əsas xammallardan biridir. Onun əsas funksiyası silisium hidrat kalsium istehsal etmək üçün hidrotermal şəraitdə silisli materiallarda SIO2 və Al203 ilə qarşılıqlı təsir göstərə bilməsi üçün effektiv kalsium oksidi təmin etmək üçün sementlə əməkdaşlıq etməkdir. Acid.Buna görə də Əhəng AAC Blokunun Əsas Güc Mənbələrindən biridir. AAC Blokunun İstehsalında İstifadə Edilən Əhəngdə Effektiv Kalsium Oksidin Tərkibi 65%-dən, Tercihen 80%-dən yuxarı olmalıdır.
4. Gips
Gips AAC Blok İstehsalında Hava Təkamülü Prosesinin Tənzimləyicisidir. Gipsin Tənzimləyici Təsiri Əsasən Sürtünmə Əhənginin Həzm olunmasında və Şlamın Qatılaşma Sürətinin Gecikməsində əksini tapır. Gipsin Əsas Kimyəvi Komponenti CASO4-dür; Gy-nin Üç Növü Var Bazar;Paris Xam Gips,Anhidrit və Gips.Bundan əlavə Kimyəvi İstehsal Prosesində Gips Tullantıları da İstehsal olunur.Fosfat Gübrələrinin İstehsalından Fosfogips,Ftor Kimyəvi Məhsullarının İstehsalından Ftorogips,Və Gips İstehsalında Dioksid. Bu Gips aşağı qiymətə malikdir və təbii gipsi əvəz edə və istehsal xərclərini azalda bilər;
5. Hava Yaradan Agent
Yüngül məsaməli struktur yaratmaq üçün blokda məsamələr yaratmaq üçün AAC Blokunda Hava Yaradan Agent olmalıdır;
6. Köpük stabilizatoru
Hava əmələ gətirən qazlardan sonra, divarın nazik formasına görə, betonun keyfiyyətinə təsir edən müxtəlif şəraitlərin müdaxiləsi altında köpüyü sındırmaq və məhv etmək asan olur. Bulamaç.
İstehsalat prosesi
1) : AAC Bloku üçün Xammalın Saxlanması və Təchizatı
Xammal Avtomobillər Vasitəsilə Fabrikə Daşınır və Uçur(Qum,Daş Tozu) Xammal Həyətində Cəmlənir, İstifadə edildikdə Bunkerə Daşıılır. Torbalı Sement Və ya Kütləvi Sement Sement Anbarında Saxlanır. İstifadədə Bunkerə Yüklənir və Daşınılır. Kimyəvi Maddələr, Alüminium Tozu və s. Kimyəvi Anbara Və Alüminium Tozu Anbarına Yerləşdirilir və İstifadə Edilən Zaman İstehsal Sexinə Çatdırılır.
2) ![]() AAC Blokları üçün Xammalın daşınması
AAC Blokları üçün Xammalın daşınması
Uçucu Kül (Yaxud Qum, Daş Tozu) Elektromaqnit Titrəməli Qidalandırıcı və Kəmər Konveyer Vasitəsilə Bilya Dəyirmanına Göndərilir, Torpaq Uçucu Külü (Yaxud Qum, Daş Tozu) Uçucu Kül Pompası Vasitəsilə Saxlama Üçün Çamur Çəninə Göndərilir.
Əhəng Çənəli Kırıcıya Elektromaqnit Titrəməli Qidalandırıcı və Əzmək Üçün Lent Konveyerinə Göndərilir. Əzilmiş Əhəng Kovalı Lift İlə Əhəng Saxlama Çəninə, Sonra Vintli Konveyerlə Bilyalı Dəyirmana Göndərilir. Vintli Konveyer Və Vedrə Lifti Toz Dəyişdirmə Çəninə Qidalanır. Kimyəvi Maddələr Müəyyən Proporsiyada Əllə Ölçüldükdən Sonra Müəyyən Konsentrasiyanın Məhlulu Hazırlanıb Saxlama Üçün Saxlama Çəninə Göndərilir.
Alüminium Tozu Alüminium Tozu Anbarından İstehsal Sexinə Daşınılır və Elektrikli Qaldırıcı Ilə Qarışıq Binanın İkinci Mərtəbəsinə Qaldırılır. Suya Kəmiyyətcə Əlavə Etmək üçün Mikserə Dökülür və Alüminium Toz Süspansiyonuna Qarışdırılır.
3) : Bulamacın Qarışdırılması, Və AAC Bloklarının Dökülməsi;
Əhəng və Sement Kumulyativ Ölçmə Üçün Toz Dəymə Çəninin Altında Vintli Konveyer Vasitəsilə Ardıcıl Avtomatik Çəki Tərəzisinə Göndərilir. Materialları Tökmə Mikserinə Bərabər Əlavə Etmək üçün Tərəzinin Altında Vintli Konveyer Vardır.
Uçucu Kül (Yaxud Qum, Daş Tozu) və Tullantı Şlamı Ölçmə üçün Ölçmə Silindrinə Qoyulur. Müxtəlif Materiallar Ölçüldükdən Sonra, Kalıp Yerindədir və Qarışıq Qarışdırıla bilər. ℃) Tökməmişdən əvvəl. Temperatur Yetərli Deyilsə, Avtoklavla Qızdırılma Bulamaç Ölçmə Çənində aparıla bilər və Alüminium Tozu Asma Materiallar Tökülməzdən 0,5-1 Dəqiqə əvvəl əlavə edilə bilər;
4) :AAC Blokunun Əvvəlcədən Qurutma və Kəsmə
Töküldükdən sonra qəlib qutusu qazlaşdırma və ilkin tənzimləmə üçün konveyer zənciri ilə ilkin qurutma otağına itələnir. Otaq temperaturu 50~70 ℃, ilkin bərkitmə müddəti isə 1,5-2 saatdır (əlverişli coğrafi şəraitə görə, bu,). Proses aradan qaldırıla bilər). Qəlib çərçivəsini və yaş blok gövdəsini avtoklav arabasının alt lövhəsinin qabaqcadan yerləşdirildiyi kəsici masanın üzərinə qaldırmaq üçün mənfi təzyiq qaldırıcısından istifadə edin. Qəlib çərçivəsini çıxarın. Kəsmə maşını çarpaz kəsir. , Uzununa Kəsirlər, Və Yaş Bloku Dəyirmanlar.Kalıp Çərçivəsi Təmizləmək və Yağdan təmizləmək üçün Forma Maşına Qayıdılır, Sonra Növbəti Döküm üçün Kalıp Maşına qaldırılır. Kəsilmiş Blok Gövdəsi və Avtoklavın Alt Plitəsi Kran Ilə Avtoklav Arabasına Qaldırılır və Üzərinə Yerləşdirilir. İki Mərtəbə.Mərtəbələr Arasında Dörd Dəstək Var və Bir neçə Avtoklav Arabası Birlikdə Qruplaşdırılıb.
Kəsmə zamanı yaranan yaş blok gövdəsinin kənarlarında və künclərindəki tullantı materialları Vintli konveyerlə kəsici maşının yanındakı tullantı şlamı qarışdırıcısına göndərilir və tullantı məhlulunun yığılmasında istifadə edilmək üçün su əlavə edilir.
5) :Avtoklavlanmış AAC Bloku və Hazır Məhsul.
Bədən Avtoklavın Qarşısındakı Dayanacaq Xəttinə Yığıldıqdan Sonra Avtoklavdan Çıxan Otoklav Qapısını Açın, Əvvəlcə Avtoklavda Hazır Otoklav Arabasını Qaldırıcı ilə Çıxarın, Sonra Avtoklav Vaqonunu Otoklav Edilməsi üçün Çəkin Avtoklavda Qaldırıcı ilə Avtoklav Baxılır. Avtoklav Arabasındakı Hazır Məhsullar Körpü Kranla Hazır Məhsul Anbarına Yüklənir, Sonra Yük Yük maşını ilə Hazır Məhsul Həyətinə Daşınılır. Boş Avtoklav Arabası Və Alt İşləyən Avtoklavın Boşqabı Vaqonun Geri Dönmə Xəttinə Qaldırılır və Yığıcı Təmizləndikdən Sonra Qaldırıcı Ilə Geri Çəkilir. Növbəti Dövrə keçin.
İstehsal avadanlıqları nümayişi
1):Materialın üyüdülməsi və məhlulun hazırlanması
| Məlhəm Sıxlığına Nəzarət Ənənəvi Prosesi Ciddi Deyil .Protoplazmanın Sıxlığı Çox vaxt Süni Ölçmə yolu ilə baş verir .Səhv Daha Böyükdür .Təcrübəyə əsaslanaraq nəzarət etmək üçün dövran edən Plazma Basic sıxlığından istifadə olunur .Beləliklə Yüksək Keyfiyyətli Aşağı Həcmli Məhsulların İstehsalında .Keyfiyyətli Qiymət və Məhsul Keyfiyyəti İdeal Deyil .Ən Son Boru Kəmərinin Ölçmə Metodundan İstifadə Edilən Amulitin Sıxlığı Aşağıdakı Üstünlüklərə malikdir1. Bulamaç Çən və Densimetr arasında dövr edir, məhlulun Sıxlığı Məlumatı Real Əhəngdə Sıxlıq Boru Kəməri və Mərkəzi Nəzarət Otağına Əlaqə ilə Ölçülür. Bilyalı Dəyirmanın və Doldurmanın Su nisbətini Tənzimləmək üçün Slurry Tank .Real-Time Sıxlığın Davamlı Korreksiyasının Məqsədinə nail olunur:2. Sıxlıq Borusu Bütün Bulamacın Konsentrasiyasını Ölçməlidir . Səhv Olmadan Dəqiqliyi Ölçün . Və Sonra Növbəti Ölçmənin Dəqiqliyini Təmin Etmək üçün Dəyişiklikdən Sonra Bütün Boru Yuyun. |  | |||
 | ||||
| Uçucu kül məhlulu hazırlayan maşın | Qarışıq Saxlama Mikser | Material Ölçüsü | Tökmə sistemi | |
| 2): Dövriyyə və Kəsmə Bölməsi | ||||
 Amulit kəsmə maşınının əsas xüsusiyyətləri1) : Sadə Strukturlu, Quraşdırmaq və Baxmaq üçün Rahatdır;2) : Yerə Sabitlənmiş, Planet Ötürücü Redüktör tərəfindən idarə olunur, Şaquli Kəsmə Edən Zaman Kəsmə Maşını Eksantrik Və Sallanan Kəsmə Edir ki, bu da Kəsmə Effektivliyini Artırır. Kəsmə Ölçüsü Dəyişdirməyi Daha Rahat edir. Amulit kəsmə maşınının əsas xüsusiyyətləri1) : Sadə Strukturlu, Quraşdırmaq və Baxmaq üçün Rahatdır;2) : Yerə Sabitlənmiş, Planet Ötürücü Redüktör tərəfindən idarə olunur, Şaquli Kəsmə Edən Zaman Kəsmə Maşını Eksantrik Və Sallanan Kəsmə Edir ki, bu da Kəsmə Effektivliyini Artırır. Kəsmə Ölçüsü Dəyişdirməyi Daha Rahat edir. 3) :Alman texnologiyasını udan, əlavə vakuum aspiratoru, bu kəsici maşın bitmiş blokların hər hansı bir hissəsini məhv etmədən yuxarıdakı tullantı materiallarından asanlıqla qurtula bilər və məhsulların keçid sürətini təmin edir; 4) :Bütün Blokun 6 tərəfli Kəsilməsi ilə Məhsulun Keçid Qiyməti Artır, Çünki Hazır Məhsulun Keyfiyyətinə Bir Daha Forma Dəyişməsi Təsir Etməyəcək. 5) :Hazırlanmış Blokların Səthinin Yüksək Kobudluğu Binanın İstismar və Tikintisi üçün Əlverişlidir. 6) :Mövqe Yerləşdirmə Rəqəmsal Nəzarət Texnologiyasını Tətbiq Edən Bu Maşın Dönmə, Daşıma, Kəsmə və Daşınma Prosesində Sarsıntıları Azaldır. Bundan əlavə, Məhsulun Keçid Sürətini Artırmaq üçün Müştərinin İstəyi ilə PLC İdarəetmə Sisteminə Təkmilləşdirilə bilər. | ||||
 | ||||
| Hidravlik Tezlik Dönüştürmə Kran | Üfüqi kəsici maşın | |||
| 1) :Hidravlik Tezliyi Çevirən Dövriyyə Kranı Kalıp Qutunu Bloklu 90 Dərəcə Dövriyyədə Döndürür, Tezlik Dönüştürmə Blokunun Sürükləmə Arabasına Yerləşdirin Və Qalıb Sökmə İşlərinin Prosesi;2) :Tezlik Dönüştürmə Bloku Sürükləyən Araba Bloku Kəsmək Üçün Kəsmə Maşınına Sürükləyir. Dövriyyə Kranı Kalıp Qutusu və Paletləri Yenidən İstifadə Edilmək Üçün Hazırlayır, Təmizləyir və Cilalayır. | Dövriyyə Kranı Kalıbı 90 Dərəcə Döndürür, Kalıpdan Sökür və Bütöv Bloku və Alt Boşqabı Blok Sürükləyən Arabaya Yerləşdirir. Blok Sürən Araba Bütün Bloku Kəsmə Maşına Alır və Horizontal Kəsməni Bitirir, Bütün Bloku İki Tərəflə Soyur və Ayırır İstifadə olunan materiallar. | |||
   | ||||
| 3): Alt tullantı materialını çıxarmaq üçün dövriyyə kranı | ||||||||||
 | Bu Cihaz Müştərilərimizə Alt Materialların Tullantı Problemini Tamamilə Həll etməsinə Kömək etmək üçün Amulite Qrupu tərəfindən Öz-özünə İşlənib hazırlanmışdır.Bu Qurğu Dövriyyə Platforması Və Kran Daxildir, Üst və Aşağı Tullantı Materialını Təmizləyə Bilər. Bu Kran Yarım Məhsul Daşıyıcı Kran kimi də Ola bilər. | |||||||||
| Avtoklavdan əvvəl nəqliyyat kranı | Baza lövhəsi | Avtoklav arabası | ||||||||
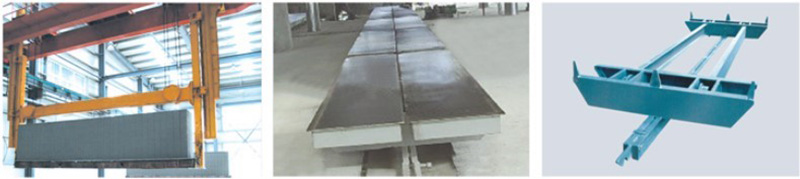 | ||||||||||
| Kəsdikdən sonra Nəqliyyat Kranı Avtoklava Daxil Etmək üçün Blokunu Avtoklav Arabasına Daşıyır. Bu Cihaz Sadə Struktura, Sabit İşləməyə, Yaxşı Keyfiyyətə və Asan Saxlanmaya Sahibdir. | Amulite Group tərəfindən Dizayn Edilən Baza Plitə Həm də Yan Plaka Ola bilər, Avtoklavdan Çıxmayana kimi Dəyişməyə Ehtiyac Yoxdur. Manqan Poladdan Hazırlanır və Yüksək Temperatur və Təzyiq Altında Heç Deformasiya Olmaz. | O, Keyfiyyətli Profil Poladından Tərtib olunub və Sadə Quruluşa Sahibdir .Autocalve-də Yüksək Temperatur və Yüksək Təzyiqli Autocalve Mühitində Yapışqan və Təhrif Olmayacaq. Bitmiş Bloklar Çıxarılana qədər Saxlanılır; | ||||||||
| 4):Hazır məhsulun idarə olunması üçün avadanlıq | ||||||||||
 | Adətən Avtoklavlanmış Bloklar və Plitələrdə Bəzən Yapışmalar Olur.Ayırıcı Maşın Ənənəvi Ayırıcı Maşının və Hazır Məhsul Daşıyıcısının funksiyasını birləşdirən Bloklara heç bir zərər vermədən Yapışma Bloklarını Tamamlamaq üçündür. Hər Ayırıcı Əl Müstəqil İdarə olunur, Blokların və Panellərin Eyni Kalıpda Ayrılması Problemi Həll Edildi; Avadanlıq Effektiv Və Zərif Emal Edərək Ümumi Xərcləri Azaltmaqla Eyni zamanda Keyfiyyət Qiymətini Təmin Edir. | |||||||||
| Daşınma və Paket Xətti | ||||||||||
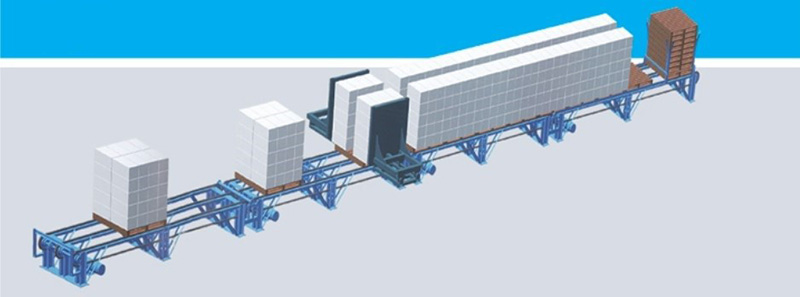 | ||||||||||
| Bu Sistem Xəttinə əsasən hazır AAC blokları üçün nəzərdə tutulmuş taxta altlıqlar üçün daşıma və qablaşdırma xətti daxildir. Bütün qəlib məhsulları daha sonra daşınmaq üçün paylama və qablaşdırma üçün hazır məhsullar üçün sıxma qurğusu vasitəsi ilə bir anda taxta paletə daşınacaq. Bu Xətt. Bu Maşın Komputerin İdarə Olunması İlə Avtomatik Paylanma, Daşınma Əsnasında Dəqiq Yerləşdirmə və Yüklənmiş Taxta Paletin Avtomatik Ayrılması Kimi Xüsusiyyətlərə Sahibdir Bu halda Qablaşdırma və Göndərmə üçün əlverişlidir. | ||||||||||
| 5): Daha çox maşın nümayişi | ||||||||||
 Hazır məhsullar üçün sıxac Hazır məhsullar üçün sıxac |  Dönər sıxac Dönər sıxac | |||||||||
 | ||||||||||
| Panellər üçün xüsusi kran | Plug Maşın | Slot maşınını açın | ||||||||
 | ||||||||||
| Bilyalı dəyirman | Çənə Kırıcı | Avtoklav | Qazan | |||||||
 | ||||||||||